Tillämpning av IGBT i svetsmaskin
■Industrins efterfrågan
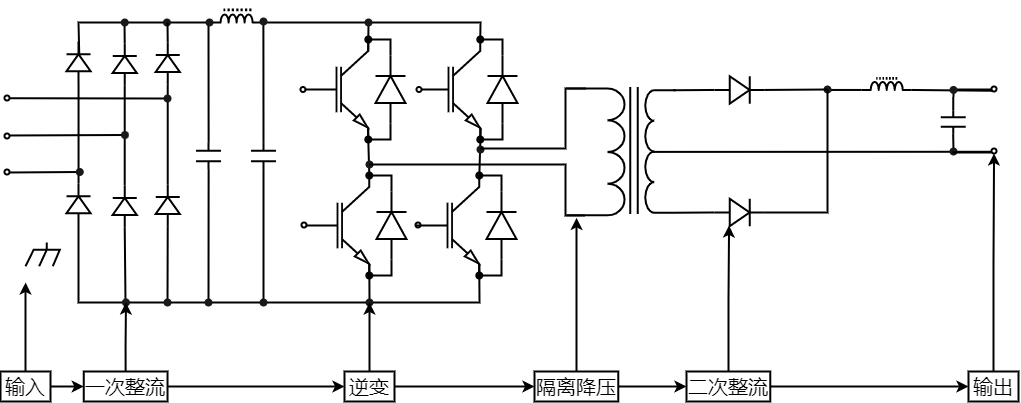
Det finns huvudsakligen två kontrolllägen för IGBT i svetsmaskiner, det ena är hård switching och det andra är mjuk switching. Den största skillnaden mellan de två är att i mjuk switching-teorin har IGBT inga switching-förluster, endast ledningsförluster. När det gäller Kina uppnås för närvarande hård switching huvudsakligen direkt med hjälp av pulstransformatorer, medan mjuk switching mestadels uppnås med hjälp av mainstream mjuk switching-teknologi. Men på grund av avvikelser i kretsdesign och avdrift i enhetens prestanda har vissa kunder omvandlat sin ursprungligen designade mjuk switch-teknologi till en halv mjuk och halv hård switch svetsmaskin. Baserat på testresultat och praktisk Ansökan erfarenhet, denna typ av svetsmaskin är mer lämplig för användning av IGBT-moduler med hårda brytare. Topologistrukturen som används för IGBT i svetsmaskiner är annorlunda och kan delas in i fullbryggsvetsmaskiner och halvbrunnsvetsmaskiner. Halvbrunnsvetsmaskinen är en hård brytare svetsmaskin. Tillämpningen av STA-modulen i svetsmaskiner är som följer (rekommenderad standardbrytfrekvens på 20KHz, trefas 380V strömförsörjning).
■Topologi för svetsmaskintillämpningar:
Rekommenderat val av IGBT-modul
P/N |
Spänning |
Nuvarande |
Inkapsling |
Topologi |
GD150HFU120C8SD |
1200V |
150A |
C8 |
Halvbro |
GD400HFU120C2SD |
1200V |
400A |
C2 |
Halvbro |
GD50HFU120C1SD |
1200V |
50A |
C1 |
Halvbro |
GD600HFX65C2S |
650V |
600A |
C2 |
Halvbro |
GD400HFX65C2S |
650V |
400A |
C2 |
Halvbro |
GD300HFX65C2S |
650V |
300A |
C2 |
Halvbro |
DG75H12T2 |
1200V |
75A |
T2 |
Enfas / H-brygga |
DG50H12T2 |
1200V |
50A |
T2 |
Enfas / H-brygga |
DG40H12T2 |
1200V |
40A |
T2 |
Enfas / H-brygga |
GD400HFQ120C2SD |
1200V |
400A |
C2 |
Halvbro |
GD300HFU120C2SD |
1200V |
300A |
C2 |
Halvbro |
GD300HFQ120C2SD |
1200V |
300A |
C2 |
Halvbro |
GD200HFQ120C2SD |
1200V |
200A |
C2 |
Halvbro |
GD150HFU120C2SD |
1200V |
150A |
C2 |
Halvbro |